Call us now :08045815691

 Send Inquiry
Send InquiryIndustrial Drives
MOQ : 1 Unit
Industrial Drives Specification
- Noise Level
- < 70 dB
- Horse Power
- 0.5 - 30 HP
- Ambient Temperature
- -10C - +50C
- Current Type
- AC
- Torque
- High starting torque
- Sealed Type
- IP55
- Rated Voltage
- 220-440 V
- Motor Type
- Squirrel Cage Induction
- Voltage
- 220/380/415 V
- Starting Type
- Direct On Line (DOL)
- Bearing Type
- Deep Groove Ball Bearing
- Poles Number
- Other
- Rated Frequency
- 50 Hz / 60 Hz
- Cooling Method
- Totally Enclosed Fan Cooled (TEFC)
- Power Rating
- 0.37-22 kW
- Features
- Energy Efficient, Low Maintenance, Easy Installation
- Standard
- IS:325, IEC, CE
- Efficacy
- High
- Product Type
- Industrial Electric Drive
- Output Power
- 0.37-22 kW
- Frequency (MHz)
- 50/60 Hz
- Protect Feature
- Overload, Short-circuit, Overvoltage, Overheat Protection
- Speed
- 1600-2880 RPM
- Power
- 0.5 HP - 30 HP
- Color
- Grey / Blue
- Dimension (L*W*H)
- Varies by Model
- Weight
- 14-120 kg
- Shaft Diameter
- 24-55 mm
- Mounting Type
- Foot / Flange Mounted
- IP Rating
- IP55
- Efficiency
- Up to 92%
- Application
- Pumps, Conveyor Systems, Fans, Compressors
- Frame Size
- 71-160 mm
- Duty Cycle
- S1 Continuous
- Enclosure
- TEFC (Totally Enclosed Fan Cooled)
- Insulation Class
- Class F
Industrial Drives Trade Information
- Minimum Order Quantity
- 1 Unit
- Payment Terms
- Cash in Advance (CID)
- Supply Ability
- 100 Units Per Month
- Delivery Time
- 30 Days
- Main Domestic Market
- All India
About Industrial Drives
Introducing our best-selling Industrial Drives-crafted to deliver imposing performance and long-term reliability at an affordable outlay. These sought-after units feature a robust S1 Continuous Duty Cycle, top-ranking Class F insulation, and a high-efficiency rating of up to 92%. With TEFC enclosures, these motors offer superior protection and low maintenance in industrial environments. Perfect for pumps, conveyor systems, fans, and compressors, they are equipped with advanced safety features including overload, short-circuit, and overheat protection. Available in multiple frame sizes and power ratings for diverse applications.
Versatile Applications & Outstanding Features
Our Industrial Drives are specifically tailored for a wide array of industrial settings such as manufacturing plants, water treatment facilities, and HVAC systems. Special features like energy efficiency, high starting torque, quiet operation, and easy installation make them ideal for use with pumps, conveyor systems, fans, and compressors. Built to operate reliably within ambient temperatures from -10C to +50C, these drives ensure lasting performance across diverse areas of application.
Export Expertise, Timely Delivery & Competitive Pricing
We rigorously monitor order completion to ensure timely shipping. Our FOB port is located in India, serving as a strategic export hub. Delivery times are streamlined for efficient order processing, making sure your products reach you as expected. We cater to main export markets including Europe, the Middle East, Africa, and Southeast Asia. Reach out for the current asking price; our affordable industrial drives guarantee excellent returns on your investment.
Versatile Applications & Outstanding Features
Our Industrial Drives are specifically tailored for a wide array of industrial settings such as manufacturing plants, water treatment facilities, and HVAC systems. Special features like energy efficiency, high starting torque, quiet operation, and easy installation make them ideal for use with pumps, conveyor systems, fans, and compressors. Built to operate reliably within ambient temperatures from -10C to +50C, these drives ensure lasting performance across diverse areas of application.
Export Expertise, Timely Delivery & Competitive Pricing
We rigorously monitor order completion to ensure timely shipping. Our FOB port is located in India, serving as a strategic export hub. Delivery times are streamlined for efficient order processing, making sure your products reach you as expected. We cater to main export markets including Europe, the Middle East, Africa, and Southeast Asia. Reach out for the current asking price; our affordable industrial drives guarantee excellent returns on your investment.
FAQ's of Industrial Drives:
Q: How can I choose the right industrial drive for my application?
A: You should consider the application requirements such as output power, torque, mounting type, and ambient conditions. Our drives suit pumps, conveyors, fans, and compressors, with technical support available for selection guidance.Q: What protection features are included in these industrial drives?
A: These drives come with overload, short-circuit, overvoltage, and overheat protection, ensuring optimal safety and prolonging equipment life in demanding industrial environments.Q: Where can these industrial drives be installed?
A: They are designed for installation in various industrial sites like factories, water plants, and commercial facilities, with foot or flange mounting options for maximum compatibility.Q: What is the process for ordering and delivery?
A: Place your order directly with us or one of our authorized suppliers. Once confirmed, we ensure order completion and rapid dispatch via our Indian FOB port, with delivery times specified upon order placement.Q: What are the main benefits of using these drives in industrial setups?
A: Major benefits include high efficiency, energy savings, low noise operation, easy installation, and reliable performance under continuous duty, supported by internationally recognized standards and certifications.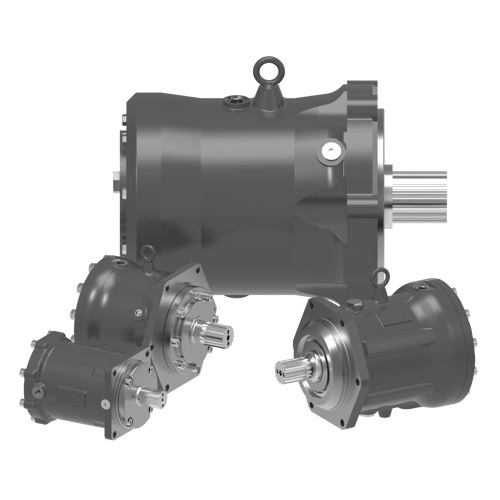
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Industrial Motors Category
Industrial Vane Motors
Minimum Order Quantity : 1 Unit
Frequency (MHz) : 50/60 Hz
Mounting Type : Foot / Flange
Power Rating : 0.12 kW / 0.16 HP to 11 kW / 15 HP
Features : Compact design, easy installation, high starting torque, maintenance free
Product Type : Other, Industrial Vane Motors


Gondal Road, Opposite S.T. Workshop,Rajkot - 360004, Gujarat, India

Mr. Rasik
(Partner)
Mobile :08045815691
 Send Inquiry
Send Inquiry Send SMS
Send SMSDeveloped and Managed by Infocom Network Private Limited.
